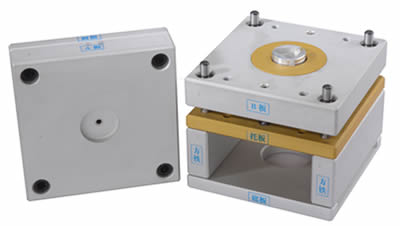
YLMJ-01铝合金模具拆装模型
铝合金模具拆装模型通过对更为先进、复杂结构模具的拆装训练及成型操作,更为全面了解模具的装配,制造成型工艺,以提高对设计的深入认识。
可以快速将实际感受转换成设计理念,大大扩展设计思路,并能做出具有工艺性的设计方案。
|
铝合金拆装实训模具系列-冷冲模具 | |||
|
序号 |
名称 |
模架规格(mm) |
详细描述及技术要求 |
|
1 |
冲孔模 |
150x100 |
用模具沿封闭线冲切板料冲下的部分为废料,封闭线外是产品.冲压1椭圆孔,料带利用挡料销定位。 |
|
2 |
落料模 |
150x100 |
用冲模沿封闭轮廓曲线冲切,封闭线内是产品,封闭线外是废料.用于制造各种形状的平板零件. 冲压菱形工件,产品尺寸不小于35×30mm,料带利用挡料销定位 |
|
3 |
弯曲模 |
150x100 |
把板材料沿直线弯成各种形状,可以加工形状较复杂的零件。 |
|
4 |
拉深模 |
150x100 |
把板材料毛坯成形成各种开口空心工件的模具,此模具带压边装置,拉深前毛坯套在压边圈上依靠外形定位,拉深后冷冲件从凸模上托出,凸凹模都装有顶出装置。 |
|
5 |
正装复合模 |
200x150 |
在模具同一位置上能完成几个不同的冲裁工序的模具.正装复合模,它的落料凹模在下模处,凸凹模装在上模处.不适用于多孔制件的冲裁冲压菱形工件,料带利用挡料销定位。 |
|
6 |
倒装复合模 |
200x150 |
模具同一位置能完成几个不同的冲载工序的模具.倒装复合模,它的落料凹模在上模处,凸凹模装在下模处,适用于制件平直度要求不高的厚板制件,操作方便.安全,适用于多孔制件的冲裁.冲压菱形工件,料带利用挡料销定位。 |
|
7 |
连续拉深模 |
200x150 |
制品首次拉深无法成形,需要多次拉延的模具。该模具用带料一端顺序拉延,直到最后一次拉延时才将制件由带料上冲落。 |
|
8 |
极进模 |
200x150 |
多工位级进模是精密高效,长寿命的模具.它适用于冷冲小尺寸,薄料,形状复杂和大批量生产的冷冲零件. |
|
9 |
V型翻板弯曲模 |
150x100 |
该模具为避免材料滑动,在定模部分高有两块翻板。当凸模压下时,翻板随材料弯转,定位板必须与材料接触,所成型的零件精度较高。 |
|
10 |
圆管冲模 |
150x100 |
该模具需将平坯料一次弯成圆管形零件。定模有两件活动凹模由顶板托住,当凸模将材料压下时,模块相向转动,将材料弯成圆形。凸模上升时,已弯成圆管零件就套在其上,随之上升。 |
|
11 |
|
150x100 |
该模具需将平坯一次弯成两内侧角度小于90°的零件。模具定模部分需有两个滑块,平坯放在定位板上,当凸模下降时,平坯先被弯成∪型,凸续继下降,滑块开始运动将∪形两侧向内弯成所需角度。 |
|
12 |
两圆相扣成型冲模 |
200x150 |
该模具成型零件需为两圆环相扣结构件,模具设有自动下料结构,当模具工作时,首先切断线材,通过上模原型芯完成单个圆环的成型,将已成型的圆环套于线材再重复一次圆环成型。即完成两圆相扣成型。该工艺工序少,简洁实用,冲出的产品接口平整,合格率高,能满足使用要求。 |
|
铝合金拆装实训模具系列-注塑模具 | |||
|
序号 |
名称 |
模架规格(mm) |
详细描述及技术要求 |
|
1 |
大水口模 |
200x200 |
单分型面注塑模是注塑模具中应用最广泛,最简单,最典型的一种,构成型腔的一部分在动模上,另一部分在定模上。动模上设有推出装置,用以推出制件和流道凝料(料把)。 |
|
2 |
细水口模 |
200x200 |
该模是截面形状小如针点的浇口,具有提高溶体的剪切速率,提高溶体的流动性,有利于充模,浇口痕迹小、容易修整,浇口位置能较自由地选择。 |
|
3 |
前模哈夫模 |
200x200 |
两瓣合垂直分型,设计合理,运用于侧面成型面积大,侧孔或侧凹较浅且抽拔距离较小的塑件,结构紧凑、刚性好,抽拔力大。 |
|
4 |
前模行位模 |
200x200 |
塑件对外观要求高,定模需设置抽芯机构,该模具结构紧凑,刚性强,安全可靠,在大型模具上应用广泛 |
|
5 |
后模内行位模具 |
200x200 |
塑件对外观要求高,内壁有凹槽,且不能做斜顶结构方式,定模需设置内抽芯机构,该模具结构紧凑,刚性强,安全可靠,在模具上应用广泛。 |
|
6 |
潜水口模 |
200x200 |
该模具在开模时,不仅能自动切断浇口,而且浇口的位置可设在制品的侧面,端面和背面等,使制品外表表面无浇口痕迹。采用潜浇口模具结构,可将双分型面模具结构简化成单分型面模具结构。一模四腔,分流道于产品自动分离。 |
|
7 |
斜顶模 |
200x200 |
成型内侧有凹凸的塑件,加工简便,结构紧凑,可靠,斜推杆与导向槽配合,当推杆作垂直运动时斜推杆在导向槽的作用下做相对运动,从而完成侧抽芯动作。 |
|
8 |
热流道模 |
200x200 |
热流道模具在注射模中采用绝热或加热的方法,使流道中的塑胶始终保持融溶状态,因此在开模时只需取出塑料制品,而无流道的模具结构。 |
|
9 |
斜导柱模 |
200x200 |
该结构紧凑,制造方便,动作可靠。它的结构形式是斜导柱与开模方向成一定的夹角,在开模力的作用下,斜导柱与滑块料孔作相对运动,从而完成侧抽芯动作。 |
|
10 |
推板模 |
200x200 |
推板脱模机构在分型面处沿制品周边将制品推出,适用于大筒制品,薄壁容器及各种罩壳类制品的脱模。其特点推出均匀力量大,运动平稳,制品不易变形,塑件表面无推顶痕迹。 |
|
11 |
旋转牙纹模 |
200x200 |
成型深螺距,硬质材料带螺纹的塑件,通过模具内使制品与螺纹型芯或环型产品相对旋转运动来实现脱模的生产方式。 |
|
12 |
弯管模 |
200x200 |
弯管圆弧内抽芯的模具结构往往是利用齿轮、齿条或连杆等机械结构件,将直线运动转换为圆周边运动的结构形式,从而达到圆弧抽芯的目的。 |
|
13 |
顶杆先复位模 |
200x200 |
当侧抽芯与推杆出现干涉现象时或放置镶件不方便时,通过机械构件使顶出系统提前复位的结构。 |
|
14 |
推管模 |
200x200 |
推管模常用于圆筒状制品的脱模。推管沿整个周边推顶制品,使制品受力均匀,无推出痕迹。型芯和凹模同时设在动模一侧,以便提高制品的同轴度。 |
|
15 |
后模斜抽芯模 |
200x200 |
该模具成型塑料制品内侧有斜凹槽,模具采用定模板拉钩摆杆式顺序分型机构,采用推杆推出制品。顺序分型的目的是完成侧向斜抽芯。 |
|
16 |
链条成型模 |
200x200 |
该模采用45°对开分型,行位精确定位.并集点浇口与斜导柱等功能.成型多圆相扣之产品.第一次成型四圆相扣,成型产品125×26×3mm.通过简单操作并可两圆二次相扣,实现链条无限延长.是注塑模具中较典型的结构之一。 |
|
17 |
大行位藏小行位模 |
200x200 |
开模时斜导柱带动大行位内的小行位先形移动,待小行位与胶位分离后,再移动大行位,适合于侧边形状突出,有较深的凹槽且胶位太薄的塑料制品。 |
|
18 |
爆炸型芯模 |
200x200 |
合模时镶件沿圆形型芯上的斜导向槽移动,使圆形型芯的的外围达到闭合状态。此模具适合于圆形且圆形内部有凹槽的塑胶制品。 |
|
19 |
双色模 |
200x200 |
模具由一套后模和两套前模组成,一套前模同共用后模注塑出制品后,再将制品套在共用后模型芯上,用另一套前模和共用后模进行二次注塑,以成型制品表面上不同颜色或材质的胶位。 |
|
20 |
彩色剖面细水口模 |
200x200 |
该模是截面形状小如针点的浇口,具有提高溶体的剪切速率,提高溶体的流动性,有利于充模,浇口痕迹小、容易修整,浇口位置能较自由地选择。 |
潜水口模

后模进胶倒装模

链条成型模

后模斜抽芯模

哈夫模

爆炸型芯模